
ଭିଡିଓ
ସାଧାରଣ ବର୍ଣ୍ଣନା
TP-TGXG-200 ସ୍ୱୟଂଚାଳିତ ବୋତଲ କ୍ୟାପିଂ ମେସିନ୍ ସ୍ୱୟଂଚାଳିତ ଭାବରେ ବୋତଲ ଉପରେ କ୍ୟାପ୍ ସ୍କ୍ରୁ କରିବା ପାଇଁ ବ୍ୟବହୃତ ହୁଏ। ଏହା ଖାଦ୍ୟ, ଔଷଧ, ରାସାୟନିକ ଶିଳ୍ପ ଇତ୍ୟାଦିରେ ବ୍ୟାପକ ଭାବରେ ପ୍ରୟୋଗ କରାଯାଏ। ସାଧାରଣ ବୋତଲ ଏବଂ ସ୍କ୍ରୁ କ୍ୟାପ୍ର ଆକୃତି, ସାମଗ୍ରୀ, ଆକାରର କୌଣସି ସୀମା ନାହିଁ। ନିରନ୍ତର କ୍ୟାପିଂ ପ୍ରକାର TP-TGXG-200 କୁ ବିଭିନ୍ନ ପ୍ୟାକିଂ ଲାଇନ ଗତି ସହିତ ଖାପ ଖୁଆଇଥାଏ। ଏହି ମେସିନ୍ ର ପ୍ରକୃତରେ ଅନେକ ଉଦ୍ଦେଶ୍ୟ ଅଛି, ଯାହା ବ୍ୟାପକ ଭାବରେ ପ୍ରୟୋଗ କରାଯାଏ ଏବଂ ସହଜରେ କାର୍ଯ୍ୟକ୍ଷମ ହୁଏ। ପାରମ୍ପରିକ ଅନ୍ତରଗତ କାର୍ଯ୍ୟ ପ୍ରକାର ସହିତ ତୁଳନା କଲେ, TP-TGXG-200 ଅଧିକ ଉଚ୍ଚ-ଦକ୍ଷତା, କଡ଼ା ଚାପିବା ଏବଂ କ୍ୟାପ୍ଗୁଡ଼ିକୁ କମ୍ କ୍ଷତି ପହଞ୍ଚାଏ।
ପ୍ରୟୋଗ
ଏହି ସ୍ୱୟଂଚାଳିତ କ୍ୟାପିଂ ମେସିନ୍ ବିଭିନ୍ନ ଆକାର, ଆକୃତି ଏବଂ ସାମଗ୍ରୀର ସ୍କ୍ରୁ କ୍ୟାପ୍ ଥିବା ବୋତଲରେ ବ୍ୟବହାର କରାଯାଇପାରିବ।
A. ବୋତଲ ଆକାର
ଏହା 20-120mm ବ୍ୟାସ ଏବଂ 60-180mm ଉଚ୍ଚତା ବିଶିଷ୍ଟ ବୋତଲ ପାଇଁ ଉପଯୁକ୍ତ। କିନ୍ତୁ ଏହାକୁ ଏହି ପରିସର ବାହାରେ ଉପଯୁକ୍ତ ବୋତଲ ଆକାରରେ ମଧ୍ୟ କଷ୍ଟମାଇଜ୍ କରାଯାଇପାରିବ।

B. ବୋତଲ ଆକୃତି
ସ୍ୱୟଂଚାଳିତ କ୍ୟାପିଂ ମେସିନ୍ ବିଭିନ୍ନ ଆକୃତି ଯେପରିକି ଗୋଲ ବର୍ଗାକାର କିମ୍ବା ଜଟିଳ ଆକୃତିରେ ପ୍ରୟୋଗ କରାଯାଇପାରିବ।




ଗ. ବୋତଲ ଏବଂ ଟୋପି ସାମଗ୍ରୀ
କାଚ ପ୍ଲାଷ୍ଟିକ୍ କିମ୍ବା ଧାତୁ ଯାହା ହେଉନା କାହିଁକି, ସ୍ୱୟଂଚାଳିତ କ୍ୟାପିଂ ମେସିନ୍ ସେଗୁଡ଼ିକୁ ପରିଚାଳନା କରିପାରିବ।


D. ସ୍କ୍ରୁ କ୍ୟାପ୍ ପ୍ରକାର
ସ୍ୱୟଂଚାଳିତ କ୍ୟାପିଂ ମେସିନ୍ ପମ୍ପ, ସ୍ପ୍ରେ, ଡ୍ରପ୍ କ୍ୟାପ୍ ଇତ୍ୟାଦି ସମସ୍ତ ପ୍ରକାରର ସ୍କ୍ରୁ କ୍ୟାପ୍ ସ୍କ୍ରୁ କରିପାରିବ।



ଇ. ଶିଳ୍ପ
ସ୍ୱୟଂଚାଳିତ କ୍ୟାପିଂ ମେସିନ୍ ସମସ୍ତ ପ୍ରକାରର ଶିଳ୍ପରେ ଯୋଗଦାନ କରିପାରିବ ତାହା ପାଉଡର, ତରଳ, ଦାନା ପ୍ୟାକିଂ ଲାଇନ ହେଉ, କିମ୍ବା ଖାଦ୍ୟ, ଔଷଧ, ରସାୟନ ବିଜ୍ଞାନ କିମ୍ବା ଅନ୍ୟ ଯେକୌଣସି ଶିଳ୍ପ। ଯେଉଁଠାରେ ସ୍କ୍ରୁ କ୍ୟାପ୍ ଅଛି, ସେଠାରେ କାର୍ଯ୍ୟ କରିବା ପାଇଁ ସ୍ୱୟଂଚାଳିତ କ୍ୟାପିଂ ମେସିନ୍ ଅଛି।
ନିର୍ମାଣ ଏବଂ କାର୍ଯ୍ୟ ପ୍ରକ୍ରିୟା

ଏଥିରେ କ୍ୟାପିଂ ମେସିନ୍ ଏବଂ କ୍ୟାପ୍ ଫିଡର ରହିଛି।
୧. କ୍ୟାପ୍ ଫିଡର
2. କ୍ୟାପ୍ ରଖିବା
3. ବୋତଲ ବିଭାଜକ
୪. କ୍ୟାପିଂ ଚକଗୁଡ଼ିକ
୫. ବୋତଲ କ୍ଲାମ୍ପିଂ ବେଲ୍ଟ
୬. ବୋତଲ ପରିବହନ ବେଲ୍ଟ
ନିମ୍ନଲିଖିତଗୁଡ଼ିକ କାର୍ଯ୍ୟ ପ୍ରକ୍ରିୟା ଅଟେ
ବୈଶିଷ୍ଟ୍ୟଗୁଡିକ
■ ବିଭିନ୍ନ ଆକୃତି ଏବଂ ସାମଗ୍ରୀର ବୋତଲ ଏବଂ ଟୋପଗୁଡ଼ିକରେ ବହୁଳ ଭାବରେ ବ୍ୟବହୃତ ହୁଏ।
■ PLC ଏବଂ ଟଚ୍ ସ୍କ୍ରିନ୍ ନିୟନ୍ତ୍ରଣ, କାର୍ଯ୍ୟ କରିବା ସହଜ।
■ ସହଜ କାର୍ଯ୍ୟ ଏବଂ ସହଜ ସମାୟୋଜନ, ବହୁତ ଅଧିକ ମାନବ ସମ୍ବଳ ଏବଂ ସମୟ ଖର୍ଚ୍ଚ ସଞ୍ଚୟ କରେ।
■ ଉଚ୍ଚ ଏବଂ ସମାୟୋଜିତ ଗତି, ଯାହା ସମସ୍ତ ପ୍ରକାରର ପ୍ୟାକିଂ ଲାଇନ ପାଇଁ ଉପଯୁକ୍ତ।
■ ସ୍ଥିର କାର୍ଯ୍ୟଦକ୍ଷତା ଏବଂ ଉଚ୍ଚ ସଠିକତା।
■ ଗୋଟିଏ ବଟନ୍ ଆରମ୍ଭ କରିବା କାର୍ଯ୍ୟ ବହୁତ ସୁବିଧା ଆଣିଥାଏ।
■ ବିସ୍ତୃତ ଡିଜାଇନ୍ ମେସିନକୁ ଅଧିକ ମାନବୀୟ ଏବଂ ବୁଦ୍ଧିମାନ କରିଥାଏ।
■ ମେସିନର ଆଉଟଲୁକରେ ଭଲ ଅନୁପାତ, ଉଚ୍ଚସ୍ତରୀୟ ଡିଜାଇନ୍ ଏବଂ ଦୃଶ୍ୟମାନତା।
■ ମେସିନ୍ ବଡି SUS 304 ରେ ତିଆରି, GMP ମାନକ ପୂରଣ କରେ।
■ ବୋତଲ ଏବଂ ଢାଙ୍କୁଣୀ ସହିତ ସମସ୍ତ ସମ୍ପର୍କ ଅଂଶ ଖାଦ୍ୟ ପାଇଁ ସୁରକ୍ଷା ସାମଗ୍ରୀରେ ତିଆରି।
■ ବିଭିନ୍ନ ବୋତଲର ଆକାର ଦେଖାଇବା ପାଇଁ ଡିଜିଟାଲ୍ ଡିସପ୍ଲେ ସ୍କ୍ରିନ୍, ଯାହା ବୋତଲ ପରିବର୍ତ୍ତନ କରିବା ପାଇଁ ସୁବିଧାଜନକ ହେବ (ବିକଳ୍ପ)।
■ ତ୍ରୁଟିପୂର୍ଣ୍ଣ ଆବରଣ ଥିବା ବୋତଲଗୁଡ଼ିକୁ ବାହାର କରିବା ପାଇଁ ଅପ୍ଟ୍ରୋନିକ୍ ସେନ୍ସର (ବିକଳ୍ପ)।
■ ଢାଙ୍କୁଣୀରେ ସ୍ୱୟଂଚାଳିତ ଭାବରେ ଫିଡ୍ କରିବା ପାଇଁ ଷ୍ଟେପ୍ଡ୍ ଲିଫ୍ଟିଂ ଡିଭାଇସ୍।
■ ଢାଙ୍କୁଣୀ ପଡ଼ିଥିବା ଅଂଶ ତ୍ରୁଟି ଢାଙ୍କୁଣୀ ଦୂର କରିପାରିବ (ବାୟୁ ଫୁଙ୍କି ଏବଂ ଓଜନ ମାପ ଦ୍ୱାରା)।
■ ଢାଙ୍କୁଣୀ ଦବାଇବା ପାଇଁ ବେଲ୍ଟଟି ଢଳା ହୋଇଛି, ତେଣୁ ଏହା ଢାଙ୍କୁଣୀକୁ ସଠିକ ସ୍ଥାନରେ ସଜାଡ଼ିପାରିବ ଏବଂ ତା'ପରେ ଦବାଇପାରିବ।
ବୁଦ୍ଧିମାନ
କ୍ୟାପର ଦୁଇ ପାର୍ଶ୍ୱରେ ଭିନ୍ନ କେନ୍ଦ୍ର ସନ୍ତୁଳନର ନୀତି ବ୍ୟବହାର କରନ୍ତୁ, କେବଳ ସଠିକ ଦିଗର କ୍ୟାପକୁ ଉପରକୁ ଘୁଞ୍ଚାଇ ପାରିବେ। ଭୁଲ ଦିଗରେ ଥିବା କ୍ୟାପଟି ସ୍ୱୟଂଚାଳିତ ଭାବରେ ତଳକୁ ପଡ଼ିଯିବ।
କନଭେୟର ଉପରେ କ୍ୟାପ୍ ଆଣିବା ପରେ, ବ୍ଲୋଅର୍ କ୍ୟାପ୍ ଟ୍ରାକରେ କ୍ୟାପ୍ ଫୁଙ୍କିଦିଏ।

ତ୍ରୁଟି ଢାଙ୍କି ସେନ୍ସର ଓଲଟା ଢାଙ୍କିକୁ ସହଜରେ ଚିହ୍ନଟ କରିପାରିବ। ସ୍ୱୟଂଚାଳିତ ତ୍ରୁଟି ଢାଙ୍କି ରିମୁଭର ଏବଂ ବୋତଲ ସେନ୍ସର, ଭଲ କ୍ୟାପିଂ ପ୍ରଭାବ ପହଞ୍ଚାଏ।
ବୋତଲ ବିଭାଜକ ବୋତଲଗୁଡ଼ିକର ଗତି ଗତିକୁ ତାର ସ୍ଥିତିରେ ସଜାଡ଼ି ପରସ୍ପରଠାରୁ ପୃଥକ କରିବ। ଗୋଲ ବୋତଲଗୁଡ଼ିକୁ ସାଧାରଣତଃ ଗୋଟିଏ ବିଭାଜକ ଆବଶ୍ୟକ ହୁଏ, ଏବଂ ବର୍ଗାକାର ବୋତଲଗୁଡ଼ିକୁ ଦୁଇଟି ବିପରୀତ ବିଭାଜକ ଆବଶ୍ୟକ ହୁଏ।


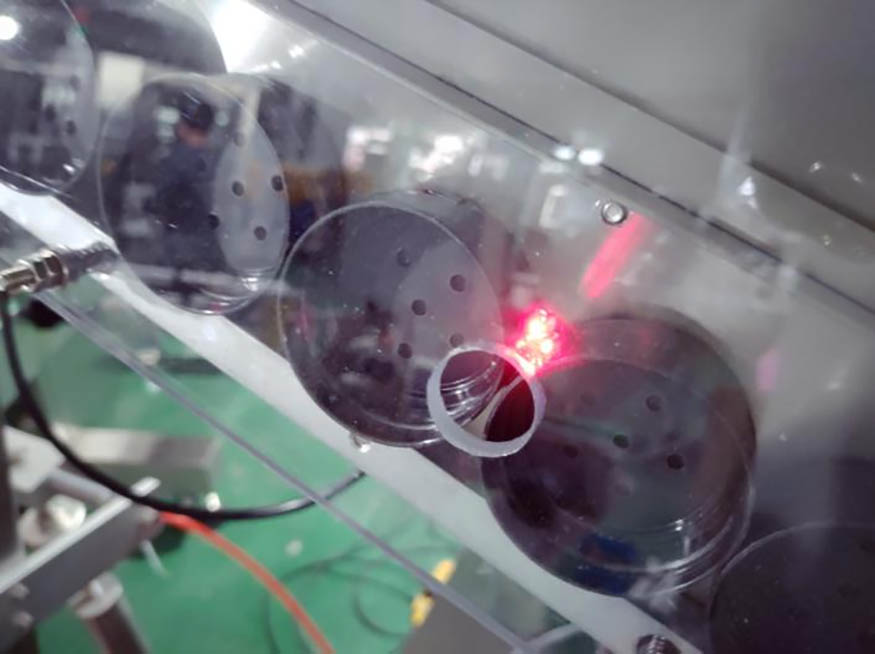
କ୍ୟାପ୍ ଅଭାବ ଚିହ୍ନଟକାରୀ ଡିଭାଇସ୍ କ୍ୟାପ୍ ଫିଡରକୁ ସ୍ୱୟଂଚାଳିତ ଭାବରେ ଚାଲିବା ଏବଂ ବନ୍ଦ ହେବା ନିୟନ୍ତ୍ରଣ କରେ। କ୍ୟାପ୍ ଟ୍ରାକ୍ ର ଦୁଇ ପାର୍ଶ୍ୱରେ ଦୁଇଟି ସେନ୍ସର ଅଛି, ଗୋଟିଏ ଟ୍ରାକ୍ କ୍ୟାପ୍ସରେ ପୂର୍ଣ୍ଣ ଅଛି କି ନାହିଁ ଯାଞ୍ଚ କରିବା ପାଇଁ, ଅନ୍ୟଟି ଟ୍ରାକ୍ ଖାଲି ଅଛି କି ନାହିଁ ଯାଞ୍ଚ କରିବା ପାଇଁ।
ଦକ୍ଷ
ବୋତଲ କନଭେୟର ଏବଂ କ୍ୟାପ୍ ଫିଡରର ସର୍ବାଧିକ ଗତି 100 bpm ପର୍ଯ୍ୟନ୍ତ ପହଞ୍ଚିପାରିବ, ଯାହା ବିଭିନ୍ନ ପ୍ୟାକିଂ ଲାଇନକୁ ସୁହାଇବା ପାଇଁ ମେସିନକୁ ଉଚ୍ଚ ଗତି ଆଣିଥାଏ।
ତିନୋଟି ଚକ ଚକକୁ ଶୀଘ୍ର ମୋଡ଼ି ଦେଇଥାଏ। ପ୍ରତ୍ୟେକ ଚକର ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ କାର୍ଯ୍ୟ ଥାଏ। ପ୍ରଥମ ଚକକୁ ଓଲଟା ଘୂରାଇପାରିବ ଯାହା ଦ୍ୱାରା କ୍ୟାପଗୁଡ଼ିକୁ ସଠିକ୍ ସ୍ଥାନରେ ରଖିବା କଷ୍ଟକର ହୋଇଥାଏ। କିନ୍ତୁ ଚକ ସ୍ୱାଭାବିକ ହେଲେ ଦ୍ୱିତୀୟ ଚକ ସହିତ ଶୀଘ୍ର ଉପଯୁକ୍ତ ସ୍ଥିତିରେ ପହଞ୍ଚିବା ପାଇଁ ସେମାନେ କ୍ୟାପଗୁଡ଼ିକୁ ତଳକୁ ଘୂରାଇପାରିବେ। ତୃତୀୟ ଚକକୁ ଟାଇଟ୍ କରିବା ପାଇଁ ସାମାନ୍ୟ ଆଡଜଷ୍ଟ କରାଯାଏ, ତେଣୁ ସେମାନଙ୍କର ଗତି ସମସ୍ତ ଚକ ମଧ୍ୟରେ ସବୁଠାରୁ ଧୀର ହୋଇଥାଏ।

ସୁବିଧାଜନକ
ଅନ୍ୟ ଯୋଗାଣକାରୀଙ୍କ ଠାରୁ ହାତ ଚକ ସମାୟୋଜନ ସହିତ ତୁଳନା କଲେ, ସମ୍ପୂର୍ଣ୍ଣ କ୍ୟାପିଂ ଡିଭାଇସକୁ ଉପରକୁ କିମ୍ବା ତଳକୁ କରିବା ପାଇଁ ଗୋଟିଏ ବଟନ୍ ବହୁତ ଅଧିକ ସୁବିଧାଜନକ।
ବୋତଲ କନଭେୟର, ବୋତଲ କ୍ଲାମ୍ପ, କ୍ୟାପ୍ କ୍ଲାଇମ୍ବିଂ ଏବଂ ବୋତଲ ପୃଥକୀକରଣର ଗତିକୁ ସଜାଡ଼ିବା ପାଇଁ ବାମରୁ ଡାହାଣକୁ ଚାରୋଟି ସ୍ୱିଚ୍ ବ୍ୟବହାର କରାଯାଏ। ଡାଏଲ୍ ପ୍ରତ୍ୟେକ ପ୍ରକାରର ପ୍ୟାକେଜ୍ ପାଇଁ ଉପଯୁକ୍ତ ଗତିରେ ସହଜରେ ପହଞ୍ଚିବା ପାଇଁ ଅପରେଟରଙ୍କୁ ମାର୍ଗଦର୍ଶନ କରିପାରିବ।


ଦୁଇଟି ବୋତଲ କ୍ଲାମ୍ପ ବେଲ୍ଟ ମଧ୍ୟରେ ଦୂରତା ସହଜରେ ପରିବର୍ତ୍ତନ କରିବା ପାଇଁ ହାତ ଚକ। କ୍ଲାମ୍ପିଂ ବେଲ୍ଟର ଦୁଇ ମୁଣ୍ଡରେ ଦୁଇଟି ଚକ ଅଛି। ବୋତଲ ଆକାର ପରିବର୍ତ୍ତନ କରିବା ସମୟରେ ଡାଏଲ୍ ଅପରେଟରକୁ ସଠିକ୍ ଭାବରେ ସଠିକ୍ ସ୍ଥିତିକୁ ନେଇଯାଏ।
କ୍ୟାପିଂ ଚକ ଏବଂ କ୍ୟାପ୍ ମଧ୍ୟରେ ଦୂରତା ସଜାଡ଼ିବା ପାଇଁ ସ୍ୱିଚ୍। ଦୂରତା ଯେତେ ନିକଟତର ହେବ, କ୍ୟାପ୍ ସେତେ କଡ଼ା ହେବ। ଡାଏଲ୍ ଅପରେଟରଙ୍କୁ ସୁବିଧାଜନକ ସବୁଠାରୁ ଉପଯୁକ୍ତ ଦୂରତା ଖୋଜିବାରେ ସାହାଯ୍ୟ କରେ।


ସହଜରେ ଚାଲିପାରିବ
ସରଳ କାର୍ଯ୍ୟ ପ୍ରୋଗ୍ରାମ ସହିତ PLC ଏବଂ ଟଚ୍ ସ୍କ୍ରିନ୍ ନିୟନ୍ତ୍ରଣ, କାମକୁ ସହଜ ଏବଂ ଅଧିକ ଦକ୍ଷ କରିଥାଏ।


ଜରୁରୀକାଳୀନ ବଟନ୍ ଯାହା ଜରୁରୀକାଳୀନ ମୁହୂର୍ତ୍ତରେ ମେସିନକୁ ତୁରନ୍ତ ବନ୍ଦ କରିଥାଏ, ଯାହା ଅପରେଟରଙ୍କୁ ସୁରକ୍ଷିତ ରଖିଥାଏ।
| TP-TGXG-200 ବୋତଲ କ୍ୟାପିଂ ମେସିନ୍ | |||
| କ୍ଷମତା | ୫୦-୧୨୦ ବୋତଲ/ମିନିଟ୍ | ପରିସର | ୨୧୦୦*୯୦୦*୧୮୦୦ମିମି |
| ବୋତଲର ବ୍ୟାସ | Φ୨୨-୧୨୦ମିମି (ଆବଶ୍ୟକତା ଅନୁସାରେ କଷ୍ଟୋମାଇଜ୍ଡ) | ବୋତଲର ଉଚ୍ଚତା | 60-280mm (ଆବଶ୍ୟକତା ଅନୁସାରେ କଷ୍ଟୋମାଇଜ୍ଡ) |
| ଘୋଡ଼ା ଆକାର | Φ୧୫-୧୨୦ମିମି | ନିଟ୍ ଓଜନ | ୩୫୦ କିଲୋଗ୍ରାମ |
| ଯୋଗ୍ୟ ହାର | ≥୯୯% | ଶକ୍ତି | ୧୩୦୦ୱାଟ |
| ମାଟ୍ରିଆଲ୍ | ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ 304 | ଭୋଲଟେଜ୍ | 220V/50-60Hz (କିମ୍ବା କଷ୍ଟୋମାଇଜଡ୍) |
| ନାହିଁ। | ନାମ | ଉତ୍ପତ୍ତି | ବ୍ରାଣ୍ଡ |
| 1 | ଇନଭର୍ଟର | ତାଇୱାନ | ଡେଲ୍ଟା |
| 2 | ଟଚ୍ ସ୍କ୍ରିନ୍ | ଚୀନ୍ | ଟଚୱିନ୍ |
| 3 | ଅପ୍ଟ୍ରୋନିକ୍ ସେନ୍ସର୍ | କୋରିଆ | ଅଟୋନିକ୍ସ |
| 4 | ସିପିୟୁ | US | ଏଟିଏମ୍ |
| 5 | ଇଣ୍ଟରଫେସ୍ ଚିପ୍ | US | ମେକ୍ସ |
| 6 | ପ୍ରେସିଂ ବେଲ୍ଟ | ସାଂଘାଇ |
|
| 7 | ସିରିଜ୍ ମୋଟର | ତାଇୱାନ | ଟାଲିକେ/ଜିପିଜି |
| 8 | SS 304 ଫ୍ରେମ୍ | ସାଂଘାଇ | ବାଓଷ୍ଟିଲ୍ |
ସ୍ୱୟଂଚାଳିତ କ୍ୟାପିଂ ମେସିନ୍ ଫିଲିଂ ମେସିନ୍ ଏବଂ ଲେବଲିଂ ମେସିନ୍ ସହିତ କାମ କରି ଏକ ପ୍ୟାକିଂ ଲାଇନ୍ ଗଠନ କରିପାରିବ।
ଉ. ବୋତଲ ଅନସ୍କ୍ରାମ୍ବଲର+ଅଜର୍ ଫିଲର+ଅଟୋମେଟିକ୍ କ୍ୟାପିଂ ମେସିନ୍+ଫଏଲ୍ ସିଲିଂ ମେସିନ୍।
B. ବୋତଲ ଅନସ୍କ୍ରାମ୍ବଲର+ଅଜର୍ ଫିଲର+ସ୍ୱୟଂଚାଳିତ କ୍ୟାପିଂ ମେସିନ୍+ଫଏଲ୍ ସିଲିଂ ମେସିନ୍+ଲେବଲିଂ ମେସିନ୍


ବାକ୍ସରେ ଥିବା ଆସେସୋରିଜ୍
■ ନିର୍ଦ୍ଦେଶ ପୁସ୍ତିକା
■ ବୈଦ୍ୟୁତିକ ଚିତ୍ର ଏବଂ ସଂଯୋଗ ଚିତ୍ର
■ ସୁରକ୍ଷା କାର୍ଯ୍ୟ ଗାଇଡ୍
■ ପିନ୍ଧିବା ଅଂଶଗୁଡ଼ିକର ଏକ ସେଟ୍
■ ରକ୍ଷଣାବେକ୍ଷଣ ଉପକରଣଗୁଡ଼ିକ
■ ବିନ୍ୟାସ ତାଲିକା (ମୂଳ, ମଡେଲ, ବିଶେଷତା, ମୂଲ୍ୟ)



୧. କ୍ୟାପ୍ ଏଲିଭେଟର ଏବଂ କ୍ୟାପ୍ ରଖିବା ସିଷ୍ଟମର ସ୍ଥାପନ।
(୧) କ୍ୟାପ୍ ବ୍ୟବସ୍ଥା ଏବଂ ଚିହ୍ନଟ ସେନ୍ସର ସ୍ଥାପନ।
ପଠାଇବା ପୂର୍ବରୁ କ୍ୟାପ୍ ଲିଫ୍ଟ ଏବଂ ପ୍ଲେସିଂ ସିଷ୍ଟମକୁ ପୃଥକ କରାଯାଇଛି, ଦୟାକରି ମେସିନ୍ ଚଲାଇବା ପୂର୍ବରୁ କ୍ୟାପିଂ ମେସିନରେ କ୍ୟାପ୍ ଆରେଞ୍ଜିଙ୍ଗ୍ ଏବଂ ପ୍ଲେସିଂ ସିଷ୍ଟମ ସ୍ଥାପନ କରନ୍ତୁ। ଦୟାକରି ନିମ୍ନଲିଖିତ ଚିତ୍ରଗୁଡ଼ିକରେ ଦେଖାଯାଇଥିବା ପରି ସିଷ୍ଟମକୁ ସଂଯୋଗ କରନ୍ତୁ:
କ୍ୟାପ୍ ନିରୀକ୍ଷଣ ସେନ୍ସରର ଅଭାବ (ମସିନ୍ ଷ୍ଟପ୍)
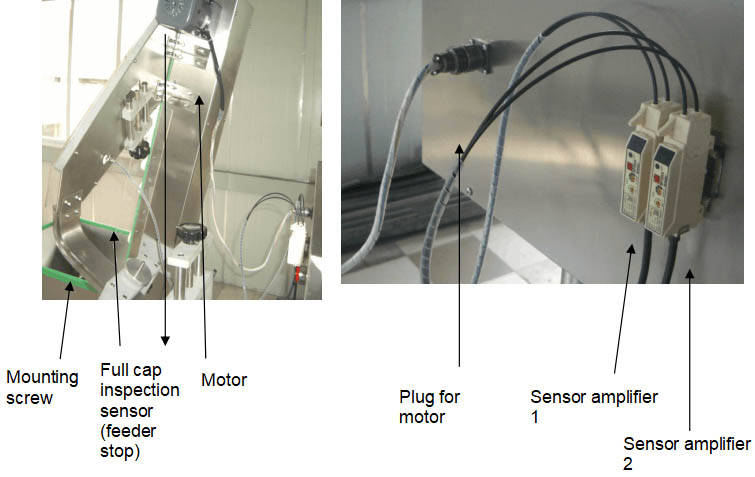
କ. ମାଉଣ୍ଟିଂ ସ୍କ୍ରୁ ସାହାଯ୍ୟରେ କ୍ୟାପ୍ ପ୍ଲେସିଂ ଟ୍ରାକ୍ ଏବଂ ରାମ୍ପକୁ ସଂଯୋଗ କରନ୍ତୁ।
ଖ. ନିୟନ୍ତ୍ରଣ ପ୍ୟାନେଲର ଡାହାଣ ପାର୍ଶ୍ୱରେ ପ୍ଲଗ୍ ସାହାଯ୍ୟରେ ମୋଟର ତାରକୁ ସଂଯୋଗ କରନ୍ତୁ।
ଗ. ସେନ୍ସର ଆମ୍ପ୍ଲିଫାୟର ୧ ସହିତ ପୂର୍ଣ୍ଣ କ୍ୟାପ୍ ଯାଞ୍ଚ ସେନ୍ସରକୁ ସଂଯୋଗ କରନ୍ତୁ।
ଘ. ସେନ୍ସର ଆମ୍ପ୍ଲିଫାୟର ୨ ସହିତ ଅଭାବ କ୍ୟାପ୍ ନିରୀକ୍ଷଣ ସେନ୍ସରକୁ ସଂଯୋଗ କରନ୍ତୁ।
କ୍ୟାପ୍ କ୍ଲାଇମ୍ବିଂ ଚେନ୍ର କୋଣକୁ ଆଡଜଷ୍ଟ କରନ୍ତୁ: କ୍ୟାପ୍ କ୍ଲାଇମ୍ବିଂ ଚେନ୍ର କୋଣକୁ ପଠାଇବା ପୂର୍ବରୁ ଆପଣଙ୍କ ଦ୍ୱାରା ପ୍ରଦାନ କରାଯାଇଥିବା ନମୁନା କ୍ୟାପ୍ ଅନୁସାରେ ଆଡଜଷ୍ଟ କରାଯାଇଛି। ଯଦି କ୍ୟାପ୍ର ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ପରିବର୍ତ୍ତନ କରିବା ଆବଶ୍ୟକ ହୁଏ (କେବଳ ଆକାର ପରିବର୍ତ୍ତନ କରନ୍ତୁ, କ୍ୟାପ୍ର ପ୍ରକାରକୁ ଅପରିବର୍ତ୍ତିତ କରନ୍ତୁ), ଦୟାକରି କ୍ୟାପ୍ କ୍ଲାଇମ୍ବିଂ ଚେନ୍ର କୋଣକୁ କୋଣ ଆଡଜଷ୍ଟିଂ ସ୍କ୍ରୁ ଦ୍ୱାରା ଆଡଜଷ୍ଟ କରନ୍ତୁ ଯେପର୍ଯ୍ୟନ୍ତ ଚେନ୍ କେବଳ ଉପର ପାର୍ଶ୍ୱ ସହିତ ଚେନ୍ ଉପରେ ଢଳୁଥିବା କ୍ୟାପ୍ଗୁଡ଼ିକୁ ଉପରକୁ ନେଇପାରିବ। ନିମ୍ନଲିଖିତ ଭାବରେ ସୂଚନା:

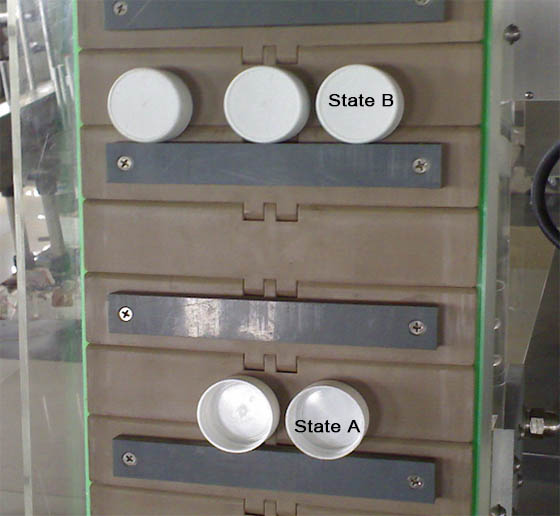
ଯେତେବେଳେ କ୍ୟାପ୍ ଚଢ଼ିବା ଶୃଙ୍ଖଳ କ୍ୟାପ୍ ଉପରକୁ ଆଣୁଛି, ସେତେବେଳେ ଅବସ୍ଥା A ରେ ଥିବା କ୍ୟାପ୍ ସଠିକ୍ ଦିଗ ଅଟେ।
ଯଦି ଚେନ୍ ସଠିକ୍ କୋଣରେ ଥାଏ, ତେବେ B ଅବସ୍ଥାରେ ଥିବା କ୍ୟାପ୍ ସ୍ୱୟଂଚାଳିତ ଭାବରେ ଟ୍ୟାଙ୍କରେ ଖସିଯିବ।
(2) କ୍ୟାପ୍ ଡ୍ରପିଂ ସିଷ୍ଟମ୍ (ଚୁଟ୍) ଆଡଜଷ୍ଟ କରନ୍ତୁ।
ପ୍ରଦତ୍ତ ନମୁନା ଅନୁସାରେ ଡ୍ରପ୍ ଚୁଟ୍ ଏବଂ ସ୍ଥାନ ପୂର୍ବରୁ ସେଟ୍ କରାଯାଇଛି। ସାଧାରଣତଃ ଯଦି ବୋତଲ କିମ୍ବା କ୍ୟାପର ଅନ୍ୟ କୌଣସି ନୂତନ ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ନାହିଁ, ତେବେ ସେଟିଂକୁ ଆଡଜଷ୍ଟ କରିବାର ଆବଶ୍ୟକତା ନାହିଁ। ଏବଂ ଯଦି ବୋତଲ କିମ୍ବା କ୍ୟାପର 1 ଟି ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ଠାରୁ ଅଧିକ ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ଥାଏ, ତେବେ ଗ୍ରାହକଙ୍କୁ ଚୁକ୍ତିନାମାରେ ଥିବା ଜିନିଷ କିମ୍ବା ଏହାର ସଂଲଗ୍ନକୁ ତାଲିକାଭୁକ୍ତ କରିବାକୁ ପଡିବ ଯାହା ଦ୍ୱାରା କାରଖାନା ଅଧିକ ପରିବର୍ତ୍ତନ ପାଇଁ ପର୍ଯ୍ୟାପ୍ତ ସ୍ଥାନ ଛାଡିବ। ଆଡଜଷ୍ଟମେଣ୍ଟର ପଦ୍ଧତି ନିମ୍ନଲିଖିତ ଭାବରେ ଅଟେ:
କ୍ୟାପ୍ ଡ୍ରପିଂ ସିଷ୍ଟମର ଉଚ୍ଚତା ଆଡଜଷ୍ଟ କରନ୍ତୁ: ହ୍ୟାଣ୍ଡେଲ୍ ଚକ 1 ବୁଲାଇବା ପୂର୍ବରୁ ଦୟାକରି ମାଉଣ୍ଟିଂ ସ୍କ୍ରୁକୁ ଢିଲା କରନ୍ତୁ।
ଆଡଜଷ୍ଟିଂ ସ୍କ୍ରୁ ଚୁଟର ସ୍ଥାନର ଉଚ୍ଚତାକୁ ଆଡଜଷ୍ଟ କରିପାରିବ।
ହ୍ୟାଣ୍ଡେଲ ଚକ ୨ (ଦୁଇ ପାର୍ଶ୍ୱରେ) ଚୁଟର ସ୍ଥାନର ଓସାରକୁ ସଜାଡ଼ିପାରିବ।
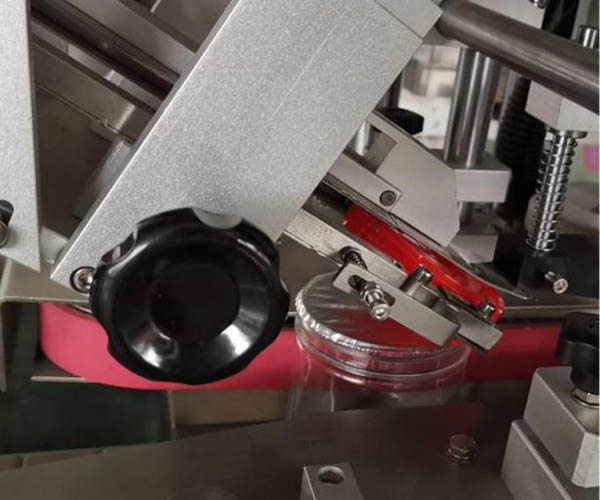
(3) କ୍ୟାପ୍ ପ୍ରେସିଂ ଅଂଶକୁ ସଜାଡ଼ିବା
ଯେତେବେଳେ ବୋତଲଟି କ୍ୟାପ୍ ପ୍ରେସିଂ ଅଂଶର ଅଞ୍ଚଳରେ ଖାଦ୍ୟ ଯୋଗାଉଥାଏ, ସେତେବେଳେ କ୍ୟାପ୍ ଚୁଟ୍ ରୁ ବୋତଲ ମୁହଁକୁ ସ୍ୱୟଂଚାଳିତ ଭାବରେ ଘୋଡ଼ାଇ ଦେବ। ବୋତଲ ଏବଂ କ୍ୟାପ୍ସର ଉଚ୍ଚତା ହେତୁ କ୍ୟାପ୍ ପ୍ରେସିଂ ଅଂଶକୁ ମଧ୍ୟ ଆଡଜଷ୍ଟ କରାଯାଇପାରିବ। ଯଦି କ୍ୟାପ୍ ଉପରେ ଚାପ ଉପଯୁକ୍ତ ନଥାଏ, ତେବେ ଏହା କ୍ୟାପିଂ କାର୍ଯ୍ୟଦକ୍ଷତାକୁ ପ୍ରଭାବିତ କରିବ। ଯଦି କ୍ୟାପ୍ ପ୍ରେସିଂ ଅଂଶର ସ୍ଥିତି ଅତ୍ୟଧିକ ଅଧିକ ଥାଏ, ତେବେ ପ୍ରେସିଂ କାର୍ଯ୍ୟଦକ୍ଷତା ପ୍ରଭାବିତ ହେବ। ଏବଂ ଯଦି ସ୍ଥିତି ଅତ୍ୟଧିକ କମ୍ ଥାଏ, ତେବେ କ୍ୟାପ୍ କିମ୍ବା ବୋତଲ କ୍ଷତିଗ୍ରସ୍ତ ହେବ। ସାଧାରଣତଃ କ୍ୟାପ୍ ପ୍ରେସିଂ ଅଂଶର ଉଚ୍ଚତା ପରିବହନ ପୂର୍ବରୁ ଆଡଜଷ୍ଟ କରାଯାଇଛି। ଯଦି ବ୍ୟବହାରକାରୀଙ୍କୁ ଉଚ୍ଚତା ଆଡଜଷ୍ଟ କରିବାକୁ ପଡିବ, ତେବେ ଆଡଜଷ୍ଟମେଣ୍ଟ ପଦ୍ଧତି ନିମ୍ନଲିଖିତ ଭାବରେ ଅଟେ:

କ୍ୟାପ୍ ପ୍ରେସିଂ ଅଂଶର ଉଚ୍ଚତା ଆଡଜଷ୍ଟ କରିବା ପୂର୍ବରୁ ଦୟାକରି ମାଉଣ୍ଟିଂ ସ୍କ୍ରୁକୁ ଢିଲା କରନ୍ତୁ।
ସବୁଠାରୁ ଛୋଟ ବୋତଲକୁ ଫିଟ୍ କରିବା ପାଇଁ ମେସିନରେ ଆଉ ଏକ କ୍ୟାପ୍ ପ୍ରେସିଂ ଅଂଶ ଅଛି, ଏହାକୁ କିପରି ପରିବର୍ତ୍ତନ କରାଯିବ ତାହା ଭିଡିଓରେ ଦେଖାଯାଇଛି।
(୪). ଚୁଟ୍ରେ କ୍ୟାପ୍ ଫୁଙ୍କିବା ପାଇଁ ବାୟୁ ଚାପକୁ ଆଡଜଷ୍ଟ କରିବା।

2. ସମ୍ପୂର୍ଣ୍ଣ ଭାବରେ ମୁଖ୍ୟ ଅଂଶଗୁଡ଼ିକର ଉଚ୍ଚତାକୁ ସଜାଡ଼ିବା।
ବୋତଲ ଫିକ୍ସ ଗଠନ, ଗମ୍-ଇଲାଷ୍ଟିକ୍ ସ୍ପିନ୍ ଚକ, କ୍ୟାପ୍ ପ୍ରେସିଂ ଅଂଶ ଭଳି ମୁଖ୍ୟ ଅଂଶଗୁଡ଼ିକର ଉଚ୍ଚତା ମେସିନ୍ ଲିଫ୍ଟ ଦ୍ୱାରା ସମ୍ପୂର୍ଣ୍ଣ ଭାବରେ ଆଡଜଷ୍ଟ କରାଯାଇପାରିବ। ମେସିନ୍ ଲିଫ୍ଟର ନିୟନ୍ତ୍ରଣ ବଟନ୍ ନିୟନ୍ତ୍ରଣ ପ୍ୟାନେଲର ଡାହାଣ ପାର୍ଶ୍ୱରେ ଅଛି। ମେସିନ୍ ଲିଫ୍ଟ ଆରମ୍ଭ କରିବା ପୂର୍ବରୁ ବ୍ୟବହାରକାରୀ ଦୁଇଟି ସପୋର୍ଟ ପିଲରରେ ମାଉଣ୍ଟିଂ ସ୍କ୍ରୁକୁ ଢିଲା କରିବା ଉଚିତ।
ø ଅର୍ଥ ତଳକୁ ଏବଂ ø ଅର୍ଥ ଉପର। ସ୍ପିନ୍ ଚକର ସ୍ଥିତି କ୍ୟାପ୍ସ ସହିତ ମେଳ ଖାଉଛି କି ନାହିଁ ତାହା ନିଶ୍ଚିତ କରିବା ପାଇଁ। ଦୟାକରି ଲିଫ୍ଟର ପାୱାର ବନ୍ଦ କରନ୍ତୁ ଏବଂ ଆଡଜଷ୍ଟମେଣ୍ଟ ପରେ ମାଉଣ୍ଟିଂ ସ୍କ୍ରୁକୁ ଲଗାନ୍ତୁ।
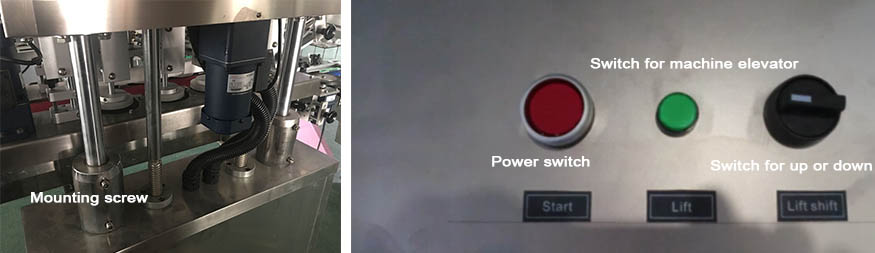
ଟିପ୍ପଣୀ: ସଠିକ୍ ସ୍ଥାନ ପାଇବା ପର୍ଯ୍ୟନ୍ତ ଦୟାକରି ଲିଫ୍ଟ ସ୍ୱିଚ୍ (ସବୁଜ) କୁ ସବୁବେଳେ ଦବାନ୍ତୁ। ଲିଫ୍ଟର ଗତି ବହୁତ ଧୀର, ଦୟାକରି ଧୈର୍ଯ୍ୟର ସହିତ ଅପେକ୍ଷା କରନ୍ତୁ।
3. ଗମ୍-ଇଲାଷ୍ଟିକ୍ ସ୍ପିନ୍ ଚକ (ତିନି ଯୋଡ଼ା ସ୍ପିନ୍ ଚକ) କୁ ଆଡଜଷ୍ଟ କରନ୍ତୁ।
ସ୍ପିନ୍ ଚକର ଉଚ୍ଚତା ମେସିନ୍ ଲିଫ୍ଟ ଦ୍ୱାରା ନିୟନ୍ତ୍ରିତ ହୋଇଥାଏ।
ଯୋଡ଼ା ସ୍ପିନ୍ ଚକର ପ୍ରସ୍ଥ କ୍ୟାପର ବ୍ୟାସ ଅନୁସାରେ ସଜାଯାଇଥାଏ।
ସାଧାରଣତଃ ଗୋଟିଏ ଚକ ଯୋଡ଼ା ମଧ୍ୟରେ ଦୂରତା କ୍ୟାପର ବ୍ୟାସ ଅପେକ୍ଷା 2-3 ମିମି କମ୍ ଥାଏ। ଅପରେଟର ହ୍ୟାଣ୍ଡେଲ୍ ଚକ B ଦ୍ୱାରା ସ୍ପିନ୍ ଚକର ପ୍ରସ୍ଥକୁ ସଜାଡ଼ିପାରିବେ (ପ୍ରତ୍ୟେକ ହ୍ୟାଣ୍ଡେଲ୍ ଚକ ଆପେକ୍ଷିକ ସ୍ପିନ୍ ଚକକୁ ସଜାଡ଼ି ପାରିବେ)।
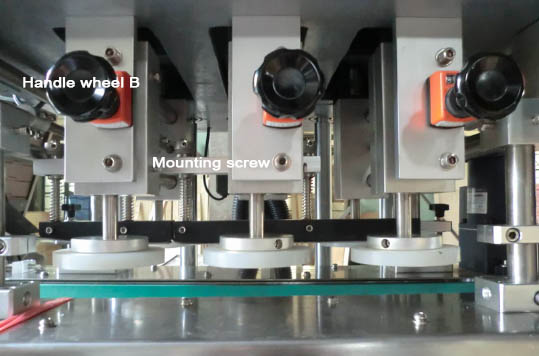
ହ୍ୟାଣ୍ଡେଲ୍ ଚକ B କୁ ଆଡଜଷ୍ଟ କରିବା ପୂର୍ବରୁ ଦୟାକରି ମାଉଣ୍ଟିଂ ସ୍କ୍ରୁକୁ ଢିଲା କରନ୍ତୁ।
୪. ବୋତଲ ସ୍ଥିର ଗଠନକୁ ସଜାଡ଼ିବା।
ଫିକ୍ସ ଗଠନ ଏବଂ ଲିଙ୍କ୍ ଅକ୍ଷର ସ୍ଥିତିକୁ ସଜାଡ଼ି ବୋତଲର ସ୍ଥିର ସ୍ଥିତିକୁ ସଜାଡ଼ି ଦିଆଯାଇପାରିବ। ଯଦି ଫିକ୍ସ ସ୍ଥିତି ବୋତଲରେ ଅତ୍ୟଧିକ ନିମ୍ନରେ ଥାଏ, ତେବେ ବୋତଲକୁ ଖାଇବା କିମ୍ବା କ୍ୟାପିଂ ସମୟରେ ରଖିବା ସହଜ ହୋଇଥାଏ। ବିପରୀତରେ ଯଦି ଫିକ୍ସ ସ୍ଥିତି ବୋତଲରେ ଅତ୍ୟଧିକ ଉଚ୍ଚରେ ଥାଏ, ତେବେ ଏହା ସ୍ପିନ୍ ଚକଗୁଡ଼ିକର ସଠିକ୍ କାର୍ଯ୍ୟକୁ ବାଧା ଦେବ। ନିଶ୍ଚିତ କରନ୍ତୁ ଯେ ସଜାଡ଼ିବା ପରେ କନଭେୟର ଏବଂ ବୋତଲ ସ୍ଥିର ଗଠନର କେନ୍ଦ୍ରରେଖା ସମାନ ରେଖାରେ ଅଛି।

ବୋତଲ ଫିକ୍ସ ବେଲ୍ଟ ମଧ୍ୟରେ ଦୂରତାକୁ ସଜାଡ଼ିବା ପାଇଁ ହ୍ୟାଣ୍ଡେଲ ଚକ A କୁ ଘୂରାଇ (ହ୍ୟାଣ୍ଡେଲକୁ 2 ହାତ ଏକାଠି ଘୂରାଇ)। ତେଣୁ ଚାପିବା ପ୍ରକ୍ରିୟା ସମୟରେ ଗଠନ ବୋତଲକୁ ଭଲ ଭାବରେ ସଜାଡ଼ିପାରିବ।
ବୋତଲ ଫିକ୍ସ ବେଲ୍ଟର ଉଚ୍ଚତା ସାଧାରଣତଃ ମେସିନ୍ ଲିଫ୍ଟ ଦ୍ୱାରା ନିୟନ୍ତ୍ରିତ ହୋଇଥାଏ।
(ସାବଧାନତା: ୪ ଲିଙ୍କ ଶାଫ୍ଟରେ ମାଉଣ୍ଟିଂ ସ୍କ୍ରୁକୁ ଢିଲା କରିବା ପରେ ଅପରେଟର ଏକ ମାଇକ୍ରୋ-ସ୍କୋପରେ ବୋତଲ ଫିକ୍ସ ବେଲ୍ଟର ଉଚ୍ଚତାକୁ ଆଡଜଷ୍ଟ କରିପାରିବେ।)
ଯଦି ଅପରେଟରଙ୍କୁ ଏକ ବଡ଼ ପରିସର ମଧ୍ୟରେ ଫିକ୍ସ ବେଲ୍ଟ ଘୁଞ୍ଚାଇବାକୁ ପଡିବ, ତେବେ ଦୟାକରି ସ୍କ୍ରୁ 1 ଏବଂ ସ୍କ୍ରୁ 2 କୁ ଏକାଠି ଢିଲା କରିବା ପରେ ବେଲ୍ଟର ସ୍ଥିତି ଆଡଜଷ୍ଟ କରନ୍ତୁ, ଏବଂ ଯଦି ଅପରେଟରଙ୍କୁ ଏକ ଛୋଟ ପରିସର ମଧ୍ୟରେ ବେଲ୍ଟର ଉଚ୍ଚତା ଆଡଜଷ୍ଟ କରିବାକୁ ପଡିବ, ଦୟାକରି କେବଳ ସ୍କ୍ରୁ 1 ଢିଲା କରନ୍ତୁ, ଏବଂ ଆଡଜଷ୍ଟମେଣ୍ଟ ନବ୍ ବୁଲାନ୍ତୁ।

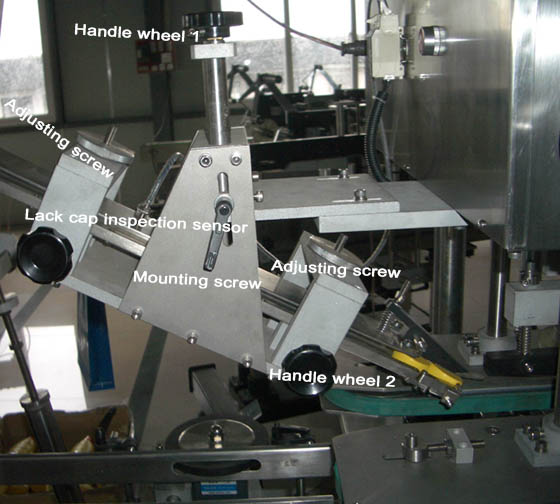
୫. ବୋତଲ ସ୍ଥାନ ଆଡଜଷ୍ଟିଂ ଚକ ଏବଂ ରେଲିଂ ଆଡଜଷ୍ଟ କରିବା।
ବୋତଲର ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ବଦଳାଇବା ସମୟରେ ଅପରେଟରଙ୍କୁ ବୋତଲ ସ୍ଥାନ ଆଡଜଷ୍ଟିଂ ଚକ ଏବଂ ରେଲିଂର ସ୍ଥିତି ପରିବର୍ତ୍ତନ କରିବା ଉଚିତ। ସ୍ପେସ୍ ଆଡଜଷ୍ଟିଂ ଚକ ଏବଂ ରେଲିଂ ମଧ୍ୟରେ ସ୍ଥାନ ବୋତଲର ବ୍ୟାସ ଅପେକ୍ଷା 2-3 ମିମି କମ୍ ହେବା ଉଚିତ। ଦୟାକରି ନିଶ୍ଚିତ କରନ୍ତୁ ଯେ ସଜାଡ଼ିବା ପରେ କନଭେୟର ଏବଂ ବୋତଲ ସ୍ଥିର ଗଠନର କେନ୍ଦ୍ରରେଖା ସମାନ ରେଖାରେ ଅଛି।
ଢିଲା ଆଡଜଷ୍ଟିଂ ସ୍କ୍ରୁ ବୋତଲ ସ୍ପେସ୍ ଆଡଜଷ୍ଟିଂ ଚକର ସ୍ଥିତିକୁ ଆଡଜଷ୍ଟ କରିପାରିବ।
ଢିଲା ଆଡଜଷ୍ଟିଂ ହ୍ୟାଣ୍ଡେଲ କନଭେୟରର ଉଭୟ ପାର୍ଶ୍ୱରେ ରେଲିଂର ପ୍ରସ୍ଥକୁ ଆଡଜଷ୍ଟ କରିପାରିବ।


