୧. କ୍ୟାପ୍ ଏଲିଭେଟର ଏବଂ କ୍ୟାପ୍ ପ୍ଲେସମେଣ୍ଟ ସିଷ୍ଟମ ସଂସ୍ଥାପନ
କ୍ୟାପ୍ ବ୍ୟବସ୍ଥା ଏବଂ ଚିହ୍ନଟ ସେନ୍ସର ସଂସ୍ଥାପନ
ପଠାଇବା ପୂର୍ବରୁ, କ୍ୟାପ୍ ଲିଫ୍ଟ ଏବଂ ପ୍ଲେସମେଣ୍ଟ ସିଷ୍ଟମକୁ ଅଲଗା କରିଦିଆଯାଏ; ଦୟାକରି କ୍ୟାପିଂ ମେସିନ୍ ଚଲାଇବା ପୂର୍ବରୁ କ୍ୟାପ୍ ଅର୍ଗାନାଇଜେସନ୍ ଏବଂ ପ୍ଲେସିଂ ସିଷ୍ଟମକୁ ଏଥିରେ ସଂସ୍ଥାପନ କରନ୍ତୁ। ଦୟାକରି ନିମ୍ନରେ ଥିବା ଚିତ୍ରରେ ଦେଖାଯାଇଥିବା ପରି ସିଷ୍ଟମକୁ ସଂଯୋଗ କରନ୍ତୁ:
କ୍ୟାପ୍ ଯାଞ୍ଚ ସେନ୍ସରର ଅଭାବ (ମସିନ୍ ଷ୍ଟପ୍)
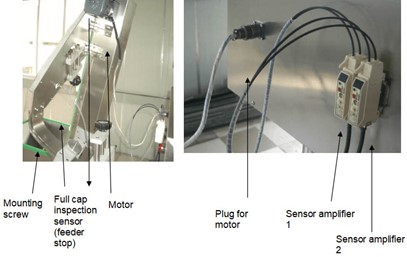
କ. ଏକ ମାଉଣ୍ଟିଂ ସ୍କ୍ରୁ ସାହାଯ୍ୟରେ, ଟ୍ରାକ୍ ଏବଂ ରାମ୍ପକୁ ଏକାଠି କରି କ୍ୟାପ୍ ସଂଯୋଗ କରନ୍ତୁ।
ଖ. କଣ୍ଟ୍ରୋଲ ପ୍ୟାନେଲର ଡାହାଣ ପାର୍ଶ୍ୱରେ ଥିବା ପ୍ଲଗ ସହିତ ମୋଟର ତାରକୁ ସଂଯୋଗ କରନ୍ତୁ।
ଗ. ସେନ୍ସର ଆମ୍ପ୍ଲିଫାୟର 1 କୁ ଫୁଲ-କ୍ୟାପ୍ ଯାଞ୍ଚ ସେନ୍ସର ସହିତ ସଂଯୋଗ କରନ୍ତୁ।
ଘ. ସେନ୍ସର ଆମ୍ପ୍ଲିଫାୟର ୨କୁ ଅଭାବ କ୍ୟାପ୍ ଯାଞ୍ଚ ସେନ୍ସର ସହିତ ସଂଯୋଗ କରନ୍ତୁ।
କ୍ୟାପ୍ କ୍ଲାଇମ୍ବିଂ ଚେନ୍ର କୋଣକୁ ଆଡଜଷ୍ଟ କରନ୍ତୁ: ପଠାଯିବା ପୂର୍ବରୁ, ଆପଣ ଉପସ୍ଥାପିତ ନମୁନା କ୍ୟାପ୍ ଉପରେ ଆଧାର କରି କ୍ୟାପ୍ କ୍ଲାଇମ୍ବିଂ ଚେନ୍ର କୋଣକୁ ପରିବର୍ତ୍ତନ କରାଯାଇଥିଲା। ଯଦି କ୍ୟାପ୍ର ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ପରିବର୍ତ୍ତନ କରିବାକୁ ପଡିବ (କେବଳ ଆକାର, କ୍ୟାପ୍ର ପ୍ରକାର ନୁହେଁ), ଦୟାକରି କୋଣ ଆଡଜଷ୍ଟିଂ ସ୍କ୍ରୁ ବ୍ୟବହାର କରି କ୍ୟାପ୍ କ୍ଲାଇମ୍ବିଂ ଚେନ୍ର କୋଣକୁ ଆଡଜଷ୍ଟ କରନ୍ତୁ ଯେପର୍ଯ୍ୟନ୍ତ ଚେନ୍ କେବଳ ଉପର ପାର୍ଶ୍ୱରେ ଥିବା ଚେନ୍ ଉପରେ ଝୁଲି ରହିଥିବା କ୍ୟାପ୍ଗୁଡ଼ିକୁ ପରିବହନ କରିପାରିବ। ନିମ୍ନଲିଖିତ ସୂଚନା:

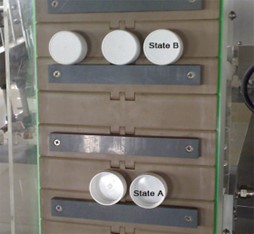
ଯେତେବେଳେ କ୍ୟାପ୍ କ୍ଲାଇମ୍ବିଂ ଚେନ୍ କ୍ୟାପ୍ସକୁ ଉପରକୁ ଆଣୁଛି, ସେତେବେଳେ ଅବସ୍ଥା A ରେ ଥିବା କ୍ୟାପ୍ ସଠିକ୍ ଦିଗରେ ଥାଏ।
ଯଦି ଚେନ୍ ଉପଯୁକ୍ତ କୋଣରେ ଥାଏ, ତେବେ B ଅବସ୍ଥାରେ ଥିବା କ୍ୟାପ୍ ସ୍ୱୟଂଚାଳିତ ଭାବରେ ଟ୍ୟାଙ୍କରେ ଖସିଯିବ।
କ୍ୟାପ୍ ଡ୍ରପିଂ ସିଷ୍ଟମ (ଚୁଟ୍) କୁ ପରିବର୍ତ୍ତନ କରନ୍ତୁ।
ପ୍ରଦାନ କରାଯାଇଥିବା ନମୁନା ଉପରେ ଆଧାର କରି ଡ୍ରପିଂ ଚୁଟର କୋଣ ଏବଂ ସ୍ଥାନ ପୂର୍ବରୁ ନିର୍ଣ୍ଣୟ କରାଯାଇଛି। ସାଧାରଣତଃ, ଯଦି ଅନ୍ୟ କୌଣସି ନୂତନ ବୋତଲ କିମ୍ବା କ୍ୟାପ୍ ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ନାହିଁ, ତେବେ ସେଟିଂ ପରିବର୍ତ୍ତନ କରିବାର ଆବଶ୍ୟକତା ନାହିଁ। ଏବଂ ଯଦି ବୋତଲ କିମ୍ବା କ୍ୟାପ୍ ର 1 ନିର୍ଦ୍ଦିଷ୍ଟକରଣରୁ ଅଧିକ ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ଥାଏ, ତେବେ ଗ୍ରାହକଙ୍କୁ ଚୁକ୍ତିନାମା କିମ୍ବା ଏହାର ସଂଲଗ୍ନରେ ଥିବା ଜିନିଷକୁ ତାଲିକାଭୁକ୍ତ କରିବାକୁ ପଡିବ ଯାହା ଦ୍ୱାରା କାରଖାନା ଆହୁରି ପରିବର୍ତ୍ତନ ପାଇଁ ପର୍ଯ୍ୟାପ୍ତ ସ୍ଥାନ ଛାଡିବ। ସମାୟୋଜନ ପଦ୍ଧତି ନିମ୍ନଲିଖିତ ଭାବରେ ଅଟେ:
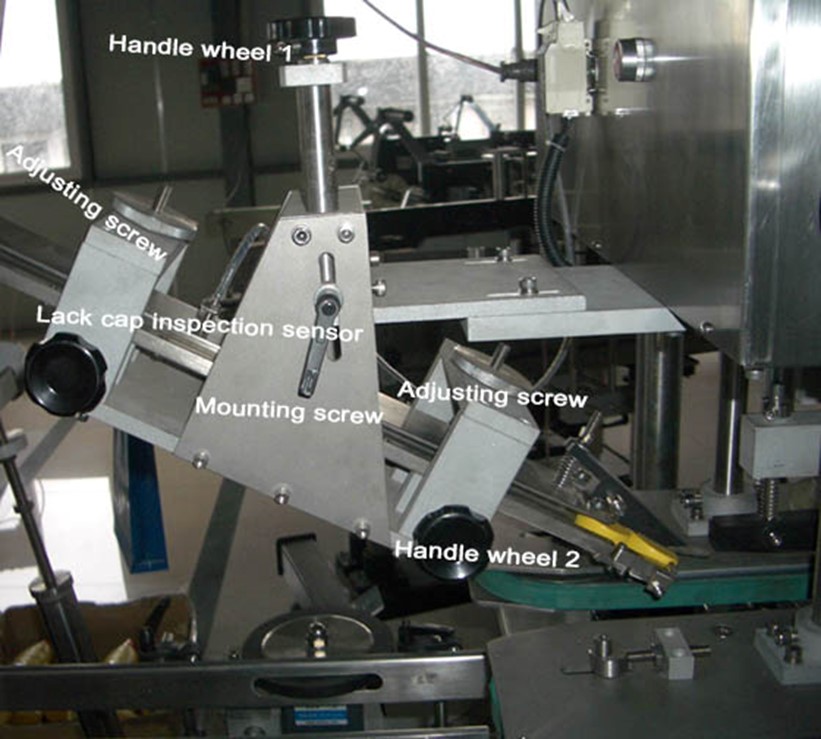
କ୍ୟାପ୍ ଡ୍ରପିଂ ସିଷ୍ଟମର ଉଚ୍ଚତାକୁ ଆଡଜଷ୍ଟ କରିବା ପାଇଁ ହ୍ୟାଣ୍ଡେଲ୍ ଚକକୁ ଘୂରାଇବା ପୂର୍ବରୁ ଦୟାକରି ମାଉଣ୍ଟିଂ ସ୍କ୍ରୁକୁ ଖୋଲିଦିଅନ୍ତୁ।
ଆଡଜଷ୍ଟମେଣ୍ଟ ସ୍କ୍ରୁ ଆପଣଙ୍କୁ ଚୁଟ୍ ସ୍ଥାନର ଉଚ୍ଚତା ପରିବର୍ତ୍ତନ କରିବାକୁ ଅନୁମତି ଦିଏ।
ହ୍ୟାଣ୍ଡେଲ୍ ଚକ ୨ (ଉଭୟ ପାର୍ଶ୍ୱରେ) ବ୍ୟବହାର କରି ଚୁଟର ପ୍ରସ୍ଥକୁ ସଜାଡ଼ିହେବ।

କ୍ୟାପ୍ ପ୍ରେସିଂ ଉପାଦାନକୁ ପରିବର୍ତ୍ତନ କରିବା
ଯେତେବେଳେ ବୋତଲଟି କ୍ୟାପ୍ ପ୍ରେସିଂ ସେକ୍ସନର ଅଞ୍ଚଳରେ ପ୍ରବେଶ କରେ, କ୍ୟାପ୍ ସ୍ୱୟଂଚାଳିତ ଭାବରେ ଚୁଟ୍ ରୁ ବୋତଲର ମୁହଁକୁ ଆଚ୍ଛାଦିତ କରେ। ବୋତଲ ଏବଂ କ୍ୟାପ୍ସର ଉଚ୍ଚତା ହେତୁ, କ୍ୟାପ୍ ପ୍ରେସିଂ ସେକ୍ସନକୁ ମଧ୍ୟ ପରିବର୍ତ୍ତନ କରାଯାଇପାରିବ। ଯଦି କ୍ୟାପ୍ ଉପରେ ଚାପ ପର୍ଯ୍ୟାପ୍ତ ନଥାଏ, ତେବେ କ୍ୟାପିଂ କାର୍ଯ୍ୟଦକ୍ଷତା କ୍ଷତିଗ୍ରସ୍ତ ହେବ। ଯଦି କ୍ୟାପ୍ ପ୍ରେସ୍ ଅଂଶର ସ୍ଥିତି ଅତ୍ୟଧିକ ଅଧିକ ଥାଏ, ତେବେ ପ୍ରେସିଂ କାର୍ଯ୍ୟଦକ୍ଷତା ପରିବର୍ତ୍ତନ ହେବ। ଏହା ବ୍ୟତୀତ, ଯଦି ସ୍ଥିତି ଅତ୍ୟଧିକ କମ୍ ଥାଏ, ତେବେ କ୍ୟାପ୍ କିମ୍ବା ବୋତଲ କ୍ଷତିଗ୍ରସ୍ତ ହେବ। ସାଧାରଣତଃ, ପରିବହନ ପୂର୍ବରୁ କ୍ୟାପ୍ ପ୍ରେସିଂ ଉପାଦାନର ଉଚ୍ଚତା ପରିବର୍ତ୍ତନ କରାଯାଏ। ଯଦି ବ୍ୟବହାରକାରୀଙ୍କୁ ଉଚ୍ଚତା ପୁନଃସଜଷ୍ଟ କରିବାକୁ ଆବଶ୍ୟକ ହୁଏ, ତେବେ ପ୍ରକ୍ରିୟାଟି ନିମ୍ନଲିଖିତ ଅଟେ:

କ୍ୟାପ୍ ପ୍ରେସିଂ ସେକ୍ସନର ଉଚ୍ଚତା ଆଡଜଷ୍ଟ କରିବା ପୂର୍ବରୁ, ଦୟାକରି ମାଉଣ୍ଟିଂ ସ୍କ୍ରୁକୁ ବାହାର କରନ୍ତୁ।
ଛୋଟ ବୋତଲଗୁଡ଼ିକୁ ଫିଟ୍ କରିବା ପାଇଁ ମେସିନରେ ଆଉ ଏକ କ୍ୟାପ୍ ପ୍ରେସିଂ ଉପାଦାନ ଅଛି, ଏବଂ ଏହାକୁ କିପରି ବଦଳାଇବେ ତାହା ଭିଡିଓରେ ଦର୍ଶାଯାଇଛି।
ଚୁଟ୍ରେ କ୍ୟାପ୍କୁ ଜୋରରେ ତଳକୁ ଆଣିବା ପାଇଁ ବାୟୁ ଚାପକୁ ସଜାଡ଼ିବା।
2. ପ୍ରାଥମିକ ବିଭାଗଗୁଡ଼ିକର ସାମଗ୍ରିକ ଉଚ୍ଚତା ପରିବର୍ତ୍ତନ କରିବା।
ମେସିନ୍ ଲିଫ୍ଟ ମୁଖ୍ୟ ଅଂଶଗୁଡ଼ିକର ଉଚ୍ଚତା ପରିବର୍ତ୍ତନ କରିପାରିବ, ଯେପରିକି ବୋତଲ ଫିକ୍ସ ଗଠନ, ଗମ୍-ଇଲାଷ୍ଟିକ୍ ସ୍ପିନ୍ ଚକ ଏବଂ କ୍ୟାପ୍ ପ୍ରେସିଂ ଅଂଶ। ମେସିନ୍ ଲିଫ୍ଟ ନିୟନ୍ତ୍ରଣ ବଟନ୍ ନିୟନ୍ତ୍ରଣ ପ୍ୟାନେଲର ଡାହାଣ ପାର୍ଶ୍ୱରେ ଅବସ୍ଥିତ। ମେସିନ୍ ଲିଫ୍ଟ ଆରମ୍ଭ କରିବା ପୂର୍ବରୁ, ବ୍ୟବହାରକାରୀ ଦୁଇଟି ସପୋର୍ଟ ପିଲର୍ ରୁ ମାଉଣ୍ଟିଂ ସ୍କ୍ରୁଗୁଡ଼ିକୁ ବାହାର କରିବା ଉଚିତ।
ତଳ ଏବଂ ଉପର ଉଭୟକୁ ବୁଝାଏ। ସ୍ପିନ୍ ଚକଗୁଡ଼ିକର ସ୍ଥିତି କ୍ୟାପ୍ସର ସ୍ଥିତି ସହିତ ମେଳ ଖାଉଛି ତାହା ନିଶ୍ଚିତ କରିବା ପାଇଁ। ଲିଫ୍ଟକୁ ଆଡଜଷ୍ଟ କରିବା ପରେ ଦୟାକରି ପାୱାର ବନ୍ଦ କରନ୍ତୁ ଏବଂ ମାଉଣ୍ଟିଂ ସ୍କ୍ରୁକୁ କଡ଼ା କରନ୍ତୁ।

ଟିପ୍ପଣୀ: ଆପଣ ଇଚ୍ଛିତ ସ୍ଥିତିରେ ପହଞ୍ଚିବା ପର୍ଯ୍ୟନ୍ତ ଦୟାକରି ଲିଫ୍ଟ ସ୍ୱିଚ୍ (ସବୁଜ) ଦବାଇ ରଖନ୍ତୁ। ଲିଫ୍ଟର ଗତି ବହୁତ ଧୀର; ଦୟାକରି ଧର୍ଯ୍ୟର ସହିତ ଅପେକ୍ଷା କରନ୍ତୁ।
3. ଗମ୍-ଇଲାଷ୍ଟିକ୍ (ତିନି ଯୋଡ଼ା ସ୍ପିନ୍ ଚକ) ରେ ତିଆରି ସ୍ପିନ୍ ଚକକୁ ଆଡଜଷ୍ଟ କରନ୍ତୁ।
ମେସିନ୍ ଲିଫ୍ଟ ସ୍ପିନ୍ ଚକର ଉଚ୍ଚତାକୁ ସଜାଡ଼ିଥାଏ।
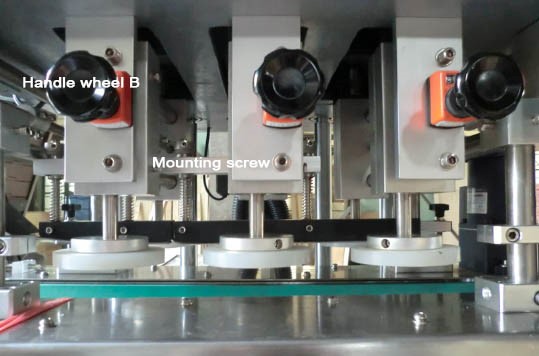
କ୍ୟାପର ବ୍ୟାସ ଉପରେ ଆଧାର କରି ସ୍ପିନ୍ ଚକ ଯୋଡ଼ାର ପ୍ରସ୍ଥ ଭିନ୍ନ ହୋଇଥାଏ।
ସାଧାରଣତଃ, ଦୁଇଟି ଚକ ମଧ୍ୟରେ ବ୍ୟବଧାନ କ୍ୟାପର ବ୍ୟାସ ଅପେକ୍ଷା 2-3 ମିମି କମ୍ ଥାଏ। ହ୍ୟାଣ୍ଡେଲ ଚକ B ଅପରେଟରକୁ ସ୍ପିନ୍ ଚକର ପ୍ରସ୍ଥ ପରିବର୍ତ୍ତନ କରିବାକୁ ଅନୁମତି ଦିଏ। (ପ୍ରତ୍ୟେକ ହ୍ୟାଣ୍ଡେଲ ଚକ ଆପେକ୍ଷିକ ସ୍ପିନ୍ ଚକକୁ ଆଡଜଷ୍ଟ କରିପାରିବ।)
ହ୍ୟାଣ୍ଡେଲ ଚକ B ଆଡଜଷ୍ଟ କରିବା ପୂର୍ବରୁ, ଦୟାକରି ମାଉଣ୍ଟିଂ ସ୍କ୍ରୁକୁ ବାହାର କରିଦିଅନ୍ତୁ।
୪. ବୋତଲ ଫିକ୍ସ ଗଠନକୁ ସଜାଡୁଛି।
ବୋତଲର ସ୍ଥିର ସ୍ଥାନ ପରିବର୍ତ୍ତନ କରିବା ପାଇଁ ସ୍ଥିର ଗଠନ ଏବଂ ଲିଙ୍କ ଅକ୍ଷର ସ୍ଥିତି ପରିବର୍ତ୍ତନ କରାଯାଇପାରିବ। ଯଦି ବୋତଲରେ ସ୍ଥିର ସ୍ଥାନ ଅତ୍ୟଧିକ ତଳେ ଥାଏ, ତେବେ ବୋତଲକୁ ଖାଇବାକୁ ଦେବା କିମ୍ବା କ୍ୟାପିଂ କରିବା ସମୟରେ ରଖିବା ସହଜ ହୋଇଥାଏ। ଅନ୍ୟପକ୍ଷରେ, ଯଦି ବୋତଲରେ ସ୍ଥିର ସ୍ଥାନ ଅତ୍ୟଧିକ ଉଚ୍ଚ ଥାଏ, ତେବେ ସ୍ପିନ୍ ଚକଗୁଡ଼ିକ ଠିକ୍ ଭାବରେ କାର୍ଯ୍ୟ କରିବ ନାହିଁ। କନଭେୟର ଏବଂ ବୋତଲ ସ୍ଥିର ଗଠନକୁ ସଜାଡ଼ିବା ପରେ, କେନ୍ଦ୍ରରେଖାଗୁଡ଼ିକ ସମାନ ରେଖାରେ ଅଛି କି ନାହିଁ ତାହା ଦୁଇଥର ଯାଞ୍ଚ କରନ୍ତୁ।
ହ୍ୟାଣ୍ଡେଲ୍ ଚକ A କୁ ଘୂରାଇ (ଦୁଇ ହାତକୁ ଏକାଠି ଘୂରାଇ) ବୋତଲ ଫାଷ୍ଟନ୍ ବେଲ୍ଟ ମଧ୍ୟରେ ଦୂରତାକୁ ସଜାଡ଼ନ୍ତୁ। ଫଳସ୍ୱରୂପ, ଚାପିବା ପ୍ରକ୍ରିୟାରେ ଗଠନ ପ୍ରଭାବଶାଳୀ ଭାବରେ ବୋତଲକୁ ସ୍ଥିର କରିପାରିବ।


ମେସିନ୍ ଲିଫ୍ଟ ସାଧାରଣତଃ ବୋତଲ-ଫିକ୍ସିଂ ବେଲ୍ଟର ଉଚ୍ଚତାକୁ ସଜାଡ଼ିଥାଏ।
(ସତର୍କୀକରଣ: 4-ଲିଙ୍କ ଶାଫ୍ଟରେ ମାଉଣ୍ଟିଂ ସ୍କ୍ରୁକୁ ଢିଲା କରିବା ପରେ, ଅପରେଟର ଏକ ମାଇକ୍ରୋସ୍କୋପରେ ବୋତଲ ଫିକ୍ସ ବେଲ୍ଟର ଉଚ୍ଚତା ପରିବର୍ତ୍ତନ କରିପାରିବେ।)
ଯଦି ଅପରେଟରଙ୍କୁ ବେଲ୍ଟକୁ ଏକ ବଡ଼ ପରିସର ମଧ୍ୟରେ ଘୁଞ୍ଚାଇବାକୁ ପଡିବ, ତେବେ ସ୍କ୍ରୁ 1 ଏବଂ 2 କୁ ଏକାଠି ଢିଲା କରନ୍ତୁ ଏବଂ ଆଡଜଷ୍ଟମେଣ୍ଟ ନବ୍ ବୁଲାନ୍ତୁ; ଯଦି ଅପରେଟରଙ୍କୁ ସୀମିତ ପରିସର ମଧ୍ୟରେ ବେଲ୍ଟର ଉଚ୍ଚତା ପରିବର୍ତ୍ତନ କରିବାକୁ ପଡିବ, ତେବେ କେବଳ ସ୍କ୍ରୁ 1 କୁ ଢିଲା କରନ୍ତୁ ଏବଂ ଆଡଜଷ୍ଟମେଣ୍ଟ ନବ୍ କୁ କ୍ରାଙ୍କ କରନ୍ତୁ।
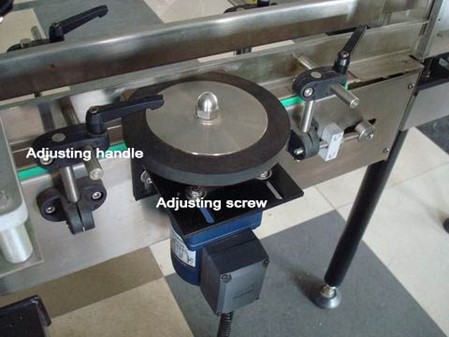
୫. ଆଡଜଷ୍ଟମେଣ୍ଟ ଚକ ଏବଂ ରେଲିଂ ସାହାଯ୍ୟରେ ବୋତଲ ସ୍ଥାନ ପରିବର୍ତ୍ତନ କରିବା।
ବୋତଲର ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ପରିବର୍ତ୍ତନ କରିବା ସମୟରେ, ଅପରେଟର ବୋତଲ ସ୍ଥାନର ସ୍ଥାନ ପରିବର୍ତ୍ତନ କରିବା ପାଇଁ ଚକ ଏବଂ ରେଲିଂକୁ ସଜାଡ଼ିବା ଉଚିତ। ସ୍ଥାନ ସମାୟୋଜନ ଚକ ଏବଂ ରେଲିଂ ମଧ୍ୟରେ ଦୂରତା ବୋତଲର ବ୍ୟାସ ଅପେକ୍ଷା 2-3 ମିମି କମ୍ ହେବା ଉଚିତ। କନଭେୟର ଏବଂ ବୋତଲ ସ୍ଥିର ଗଠନକୁ ସଜାଡ଼ିବା ପରେ, ଦୁଇଥର ଯାଞ୍ଚ କରନ୍ତୁ ଯେ କେନ୍ଦ୍ରରେଖାଗୁଡ଼ିକ ସମାନ ରେଖାରେ ଅଛି କି ନାହିଁ।
ଆଡଜଷ୍ଟିଂ ସ୍କ୍ରୁକୁ ଢିଲା କରି ବୋତଲ ସ୍ଥାନ ଆଡଜଷ୍ଟିଂ ଚକର ସ୍ଥିତିକୁ ଆଡଜଷ୍ଟ କରନ୍ତୁ।
କନଭେୟରର ଉଭୟ ପାର୍ଶ୍ୱରେ ଥିବା ହ୍ୟାଣ୍ଡରେଲର ପ୍ରସ୍ଥକୁ ଲୁଜ୍ ଆଡଜଷ୍ଟମେଣ୍ଟ ହ୍ୟାଣ୍ଡେଲ୍ ବ୍ୟବହାର କରି ଆଡଜଷ୍ଟ କରାଯାଇପାରିବ।
ପୋଷ୍ଟ ସମୟ: ଜୁନ୍-୦୭-୨୦୨୨